

Монофиламент жолақтарының себептері және алдын алу және түзету шаралары
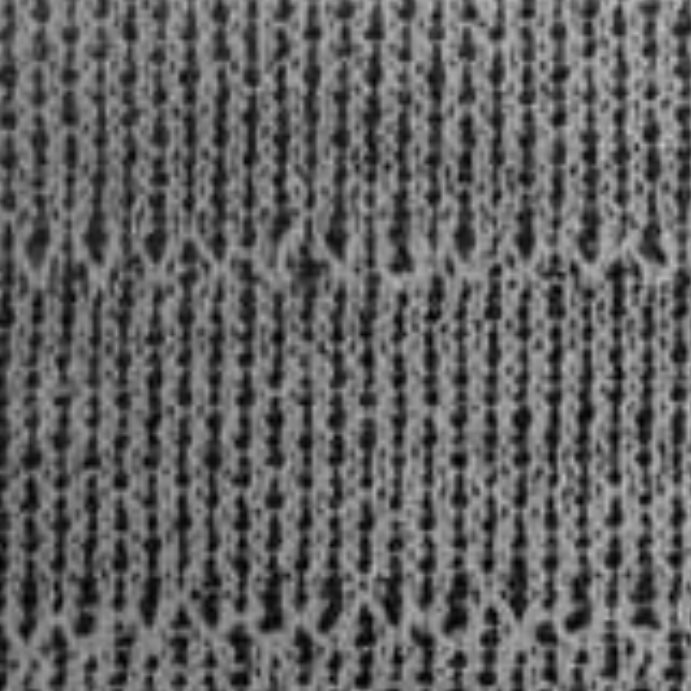
Монофиламент жолақтары мата бетіндегі бір немесе бірнеше қатар орамдардың басқа қатарлармен салыстырғанда тым үлкен немесе тым кішкентай немесе біркелкі емес орналасуын білдіреді. Нақты өндірісте шикізаттан пайда болған монофиламент жолақтары ең көп таралған.
Себептері
a. Жіп сапасының нашарлығы және моножіптердің түс айырмашылығы, мысалы, тығыз бұралған жіп, партия нөмірлері әртүрлі химиялық талшықты жіптер, боялмаған жіптер немесе жіп саны әртүрлі аралас жіптер, моножіптердің көлденең жолақтарының пайда болуына тікелей әкеледі.
b. Жіп түтігінің өлшемі мүлдем басқаша немесе жіп торының өзінде дөңес иықтар мен жиектері бүктелген, бұл жіптің біркелкі емес тарқату кернеуіне әкеледі, бұл монофиламенттік көлденең жолақтарды оңай алуға мүмкіндік береді. Себебі жіп түтіктерінің әртүрлі өлшемдері олардың орау нүктелері мен тарқату ауа сақинасының диаметрлерін әртүрлі етеді, ал тарқату кернеуінің өзгеру заңы сөзсіз мүлдем басқаша болады. Тоқу процесінде, кернеу айырмашылығы максималды мәнге жеткенде, жіптің берілуінің әртүрлі мөлшерін тудыру оңай, бұл орам өлшемдерінің біркелкі болмауына әкеледі.
c. Өңдеу үшін кеуекті және аса жұқа denyer шикізатын пайдаланған кезде, жібек жолы мүмкіндігінше тегіс болуы керек. Егер жіп бағыттаушы ілгегі аздап кедір-бұдыр болса немесе май дақтары қатып қалса, шикізаттың бірнеше моножіпшелерінің үзілуі өте оңай, ал моножіпшенің түс айырмашылығы да пайда болады. Дәстүрлі шикізатты өңдеумен салыстырғанда, жабдыққа қойылатын талаптар қатаңырақ, сонымен қатар дайын матада моножіпше көлденең жолақтарын жасау оңайырақ.
d. Машина дұрыс реттелмеген,ине басатын камерабелгілі бір жерде тым терең немесе тым таяз, бұл жіптің керілуін қалыптан тыс етеді және пайда болған орамдардың өлшемдері әртүрлі болады.
Алдын алу және түзету шаралары
a. Шикізаттың сапасын қамтамасыз ету, танымал брендтердің шикізатын мүмкіндігінше пайдалану және шикізаттың бояу және физикалық көрсеткіштерін қатаң талап ету. Бояу стандарты 4.0-ден жоғары болуы керек, ал физикалық көрсеткіштердің өзгеру коэффициенті аз болуы керек.
b. Өңдеу үшін бекітілген салмақтағы жібек торттарды қолданған дұрыс. Бекітілген салмақтағы жібек торттар үшін бірдей орам диаметрі бар жібек торттарды таңдаңыз. Егер сыртқы түрі нашар болса, мысалы, дөңес иықтар және жиектері бүктелген болса, оларды пайдалану үшін алып тастау керек. Бояу және әрлеу кезінде кішкене үлгілерді бояу жақсы. Егер көлденең жолақтар пайда болса, сезімтал емес түстерге ауысуды немесе көлденең жолақтарды жою немесе азайту үшін көлденең жолақтарды өңдеу агенттерін қосуды таңдаңыз.
c. Өңдеу үшін кеуекті және аса ұсақ denyer шикізатын пайдаланған кезде, шикізаттың сыртқы түрін қатаң тексеру қажет. Сонымен қатар, жібек жолын тазалап, әрбір сым бағыттаушы құрылымының тегіс екенін тексерген дұрыс. Өндіріс процесінде тоқыма сақтау құрылғысында шатасқан түктердің бар-жоғын бақылаңыз. Егер табылса, себебін анықтау үшін машинаны дереу тоқтатыңыз.
d. Әрбір берілетін жіптің қысым өлшегіш үшбұрыштарының тереңдігінің біркелкі екеніне көз жеткізіңіз. Берілетін жіп мөлшерін біркелкі ұстау үшін әрбір үшбұрыштың иілу орнын дәл реттеу үшін жіп ұзындығын өлшеу құралын пайдаланыңыз. Сонымен қатар, иілетін жіп үшбұрыштарының тозғанын немесе тозбағанын тексеріңіз. Иілетін жіп үшбұрыштарының реттелуі жіп беру кернеуінің өлшеміне тікелей әсер етеді, ал жіп беру кернеуі қалыптасқан орамдардың өлшеміне тікелей әсер етеді.
Қорытынды
1. Шикізат сапасынан туындаған монофиламенттік көлденең жолақтар дөңгелек тоқу маталарын өндіруде ең көп таралған. Сыртқы түрі мен сапасы жақсы шикізатты таңдау өте маңызды.дөңгелек тоқу машинасыөндіріс.
2. Дөңгелек тоқу машинасына күнделікті техникалық қызмет көрсету өте маңызды. Ұзақ мерзімді пайдалану кезінде кейбір машина бөлшектерінің тозуы дөңгелек тоқу машинасының ине цилиндрінің көлденеңдігі мен концентрлік ауытқуын арттырады, бұл көлденең жолақтардың пайда болуына әкелуі мүмкін.
3. Өндіріс процесінде ине басатын камера мен бату доғасын реттеу дұрыс орындалмаған, бұл орамдардың қалыптан тыс болуына, жіп беру кернеуінің айырмашылығын арттыруға және жіп беру мөлшерінің әртүрлі болуына әкеледі, нәтижесінде көлденең жолақтар пайда болады.
4. Катушка құрылымының сипаттамаларына байланыстыдөңгелек тоқыма маталар, әртүрлі ұйымдардың маталарының көлденең жолақтарға сезімталдығы да әртүрлі. Жалпы алғанда, тер мата сияқты бір аймақты маталарда көлденең жолақтардың пайда болу ықтималдығы салыстырмалы түрде жоғары, ал машиналар мен шикізатқа қойылатын талаптар салыстырмалы түрде жоғары. Сонымен қатар, кеуекті және ультра жұқа denyer шикізатымен өңделген маталарда көлденең жолақтардың пайда болу ықтималдығы да салыстырмалы түрде жоғары.
Жарияланған уақыты: 2024 жылғы 7 маусым